

以下是:西安市未央区螺旋管工艺精湛的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 螺旋管工艺精湛供应范围覆盖陕西省、西安市、未央区、新城区、碑林区、莲湖区、灞桥区、雁塔区、阎良区、临潼区、蓝田县、周至县、户县、高陵区等区域。 【全通】为客户提供多样化产品,包括户县螺旋钢管精选货源、蓝田螺旋钢管产地工厂等,适配多元场景需求。您是想要在西安市未央区采购高质量的螺旋管工艺精湛产品吗?全通管道(西安市未央区分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的螺旋管工艺精湛产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:王总-【17768165506】,地址:《盐山县城南开发区》。 陕西省,西安市,未央区 2022年,未央区实现地区生产总值(GDP)1563.53亿元,其中,产业增加值1.36亿元,第二产业增加值733.61亿元,第三产业增加值828.56亿元。全区三次产业比重为0.09:46.92:52.99。全区在地口径人均地区生产总值97840元。
螺旋管工艺精湛视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
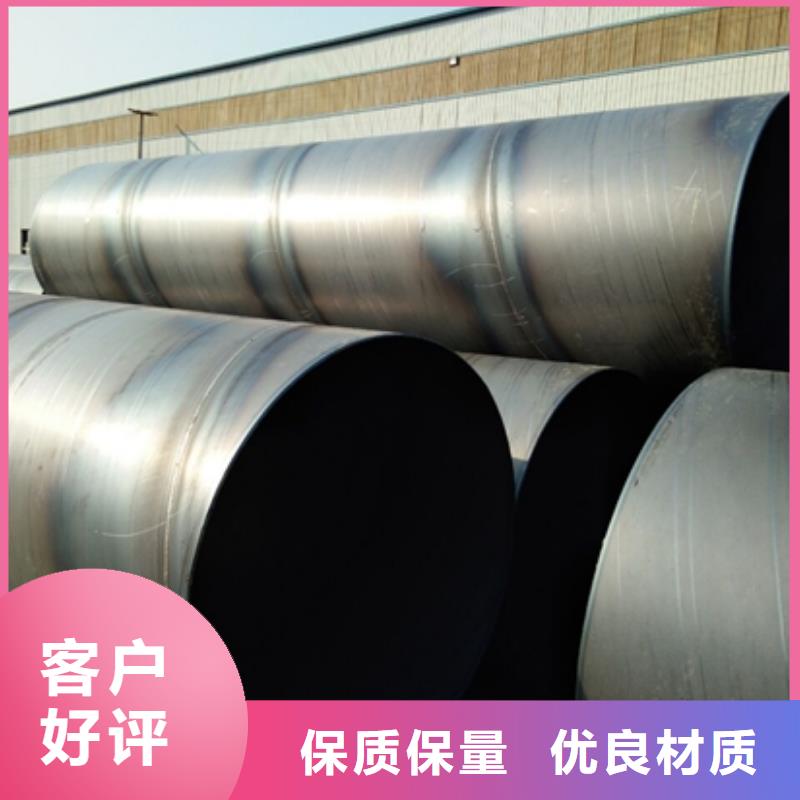
以下是:西安未央螺旋管工艺精湛的图文介绍大口径螺旋钢管价格;走水用螺旋焊接钢管的螺纹识别*有效的方法是使用接头尺,这种尺是一种专门标记外螺纹根部直径和内螺纹扩锥孔直径的游标卡尺,使用简便、直观、准确。此外,还可以直 接使用长脚游标卡尺结合钢直尺测量外螺纹根部外径、长度、内螺纹扩锥孔径对照螺纹规范 查询。由于缺陷与焊缝相平行,故对螺旋钢管来说,其焊缝的缺陷为斜缺陷。在使用过程 中,钢管的主应力方向,即钢管轴线方向的当量缺陷长度比直缝管小;其次,由于管线钢均 为轧制钢板,冲击韧性有较大的各向异性,顺轧制方向的CVN值可比垂直于轧制方向的 CVN值高3倍。直缝管所受的主应力恰恰垂直于管材抗冲击能力*的方向,而螺旋钢管则 错开了管材抗冲击能力*的方向,使螺旋钢管焊缝长的劣势转变成优势。
焦炭1901合约:本次焦炭上涨笔者认为是受螺纹、铁矿等上涨带动,当前焦炭下跌趋势并未走完,如螺纹等近期回调也将会带动焦炭下跌,建议焦炭以观望为主。(以上操作建议仅供参考)山西建龙建材价格上调30元/吨、云南德胜建材价格上调50元/吨、山东西王建材价格上调60元/吨、莱钢永锋建材价格上调70元/吨……近期,10余家钢企集体上调钢材出厂价格,上涨幅度从20元/每吨至70元/吨不等。随着钢厂提高钢材出厂价格,钢价是否会迎来一波上涨?兰格专家表示,整体来看目前暂不具备暴涨的条件,近期钢价以高位震荡运行为主。
埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的。焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。
这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到。由于螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产效率高;生产辅助时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋钢管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到保证,因此还是被广泛采用着。
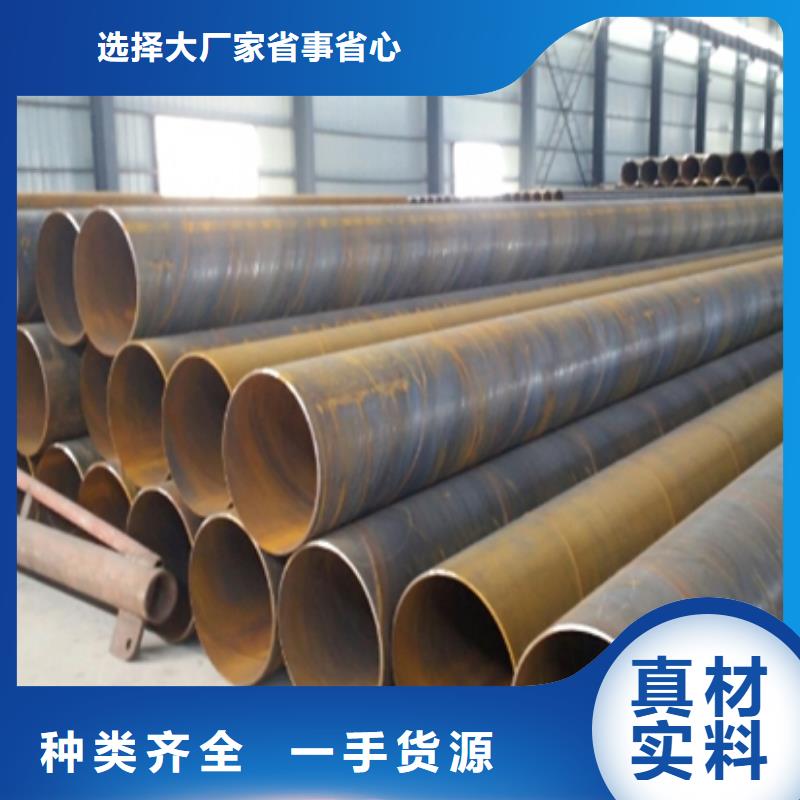
尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面,有其他工艺无法比拟的优势,可满足用户在螺旋钢管规格方面更多的要求。螺旋钢管的直径和尺寸规格范围要灵活掌握,利用自身具有的良好优势,们组更多用户的广泛需求,是螺旋钢管能够得到普及和。螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。大口径螺旋钢管占据市场重要地位。
大口径螺旋钢管的制作工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送.采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
西安未央盐山全通管道有限公司成立至今,秉承“双赢”的发展理念,赢得了国内一大批企业、个人、商家的信任和支持!
西安未央盐山全通管道有限公司重视人才、技术,实施的现代企业动作机制,坚持以“以客为本精益求精”的宗旨和持续发展的理念,不断完善【螺旋钢管】,推陈出新,以满足不同客户的需求。
螺旋钢管-埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的。焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到。
螺旋钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。螺旋钢管的埋弧焊接全过程如下:由于螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产效率高;生产辅助时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋钢管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到保证,因此还是被广泛采用着。
选购螺旋管工艺精湛来西安市未央区找全通管道(西安市未央区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王总-【17768165506】,地址:[盐山县城南开发区]。













